Chantournage des traverses
Il y a 2 méthodes :
- La première consiste à tracer le profil sur la pièce, puis à le découper avec une scie à chantourner
La seconde consiste à sculpter le profil avec un scalpel
Dans les deux cas il faut terminer le profil avec un tambour de ponçage.
La première est certainement la plus simple et la plus sûre, pour peu que l’on possède une scie à chantourner et que l’on ait une bonne maitrise de la découpe.
Comme ce n’est pas mon cas, je me suis rabattu sur la seconde méthode.
Chantournage des traverses frontales
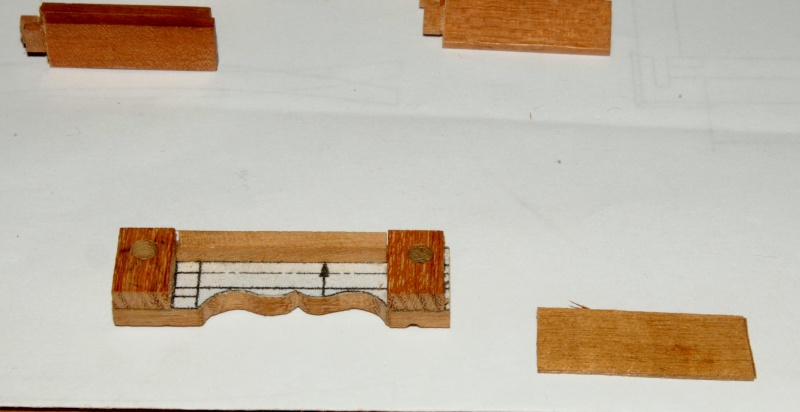
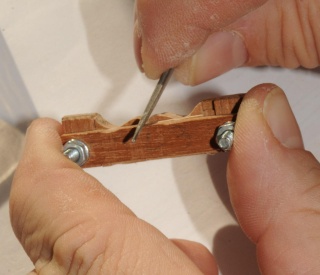
Pour cela j’utilise les guides que j’ai fabriqués durant l’étape de préparation.
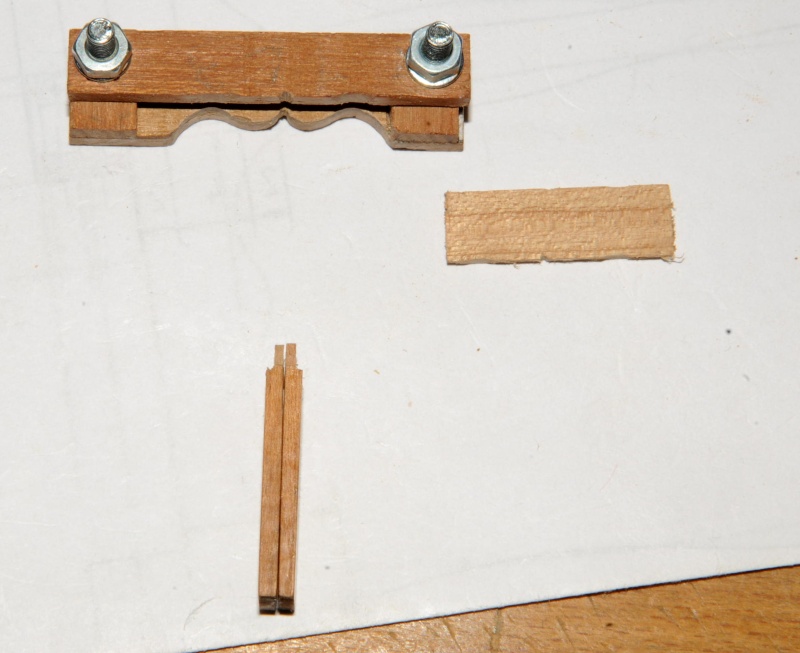
J’introduis la pièce (C3) sur laquelle on a usiné les tenons et je serre les écrous pour que la pièce soit bien maintenue dans le guide.
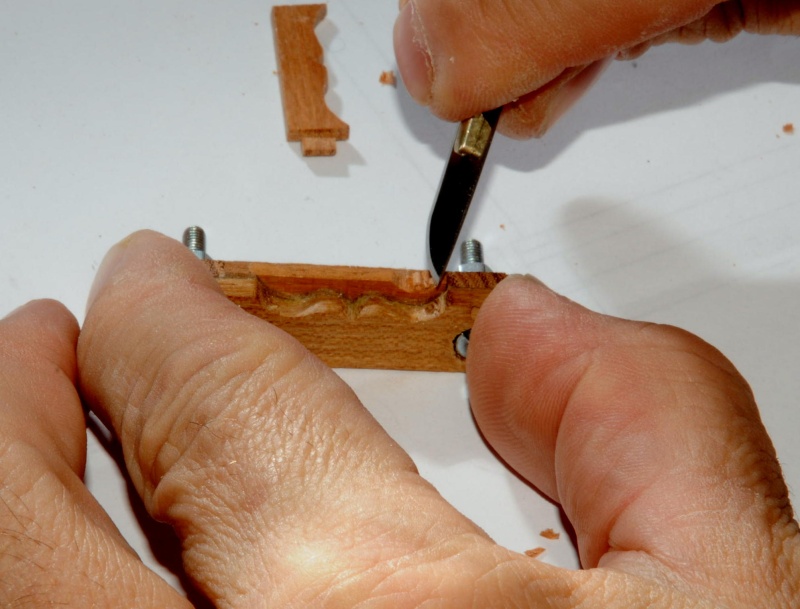
Pour usiner les creux je fais des entailles aux deux extrémités du creux
Puis j’enlève progressivement les copeaux. L’important est de s’assurer qu’il y a une entaille en face de la lame afin d’éviter de fendre la pièce
Pour terminer l’arrondi des creux il faut pousser doucement la lame du scalpel et enlever de tout petit copeau
Pour sculpter les angles rentrants et les arrondis il faut y aller progressivement en enlevant des petits copeaux
Si tout se passe bien on obtient une ébauche du profil
Comme il est difficile d’avoir un bon état de surface. Il faut poncer le profil.
Pour cela j’utilise un tambour de ponçage Dremel sur lequel j’ai remplacé le cylindre de caoutchouc par un cylindre en bois de 15 mm de diamètre.
Je découpe un rectangle de papier de verre (grain 100) dont les dimensions correspondent à la hauteur du cylindre et sa circonférence.
Sur la photo j’ai changé le papier de verre : en haut le vieux, en bas le neuf et à gauche le cylindre de bois monté sur l’axe dremel
Je colle le rectangle de papier de verre sur le cylindre avec de la colle à bois et je le maintiens serré.
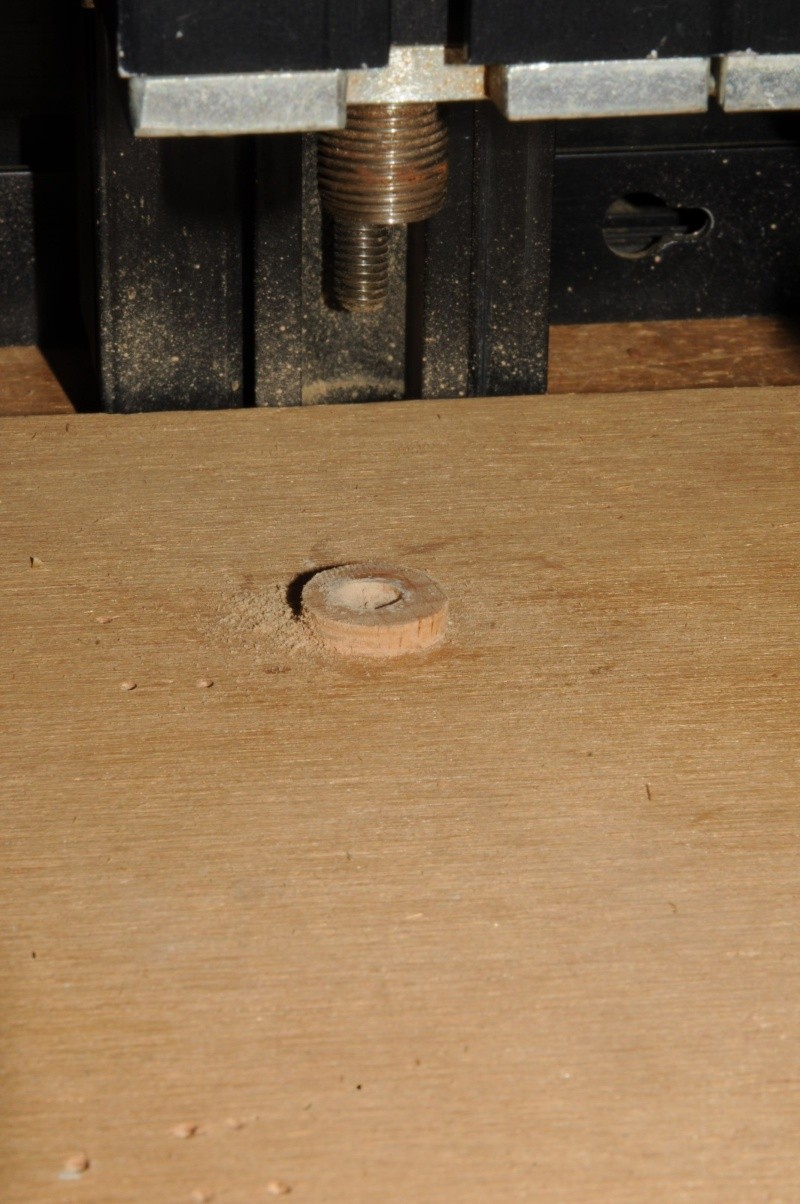
L’autre partie est un tourillon de bois de 16 mm de diamètre (soit le diamètre du tambour avec le papier de verre) et 2,5 mm de hauteur, collé sur un morceau de contreplaqué.
Au centre du tourillon il y a un petit lamage correspondant à la vis de serrage du tambour.
Je monte le tambour de ponçage sur la perceuse ou la fraiseuse. Je fixe la planche de contreplaqué avec le tourillon de manière à que ce dernier soit aligné avec le tambour de ponçage
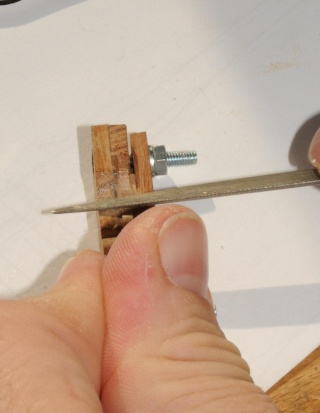
J’appuie la partie basse du guide sur le tourillon, pour permettre au tambour d’usiner le profil.
Si besoin je termine avec une lime demi-ronde
Voici une traverse longitudinale réalisée
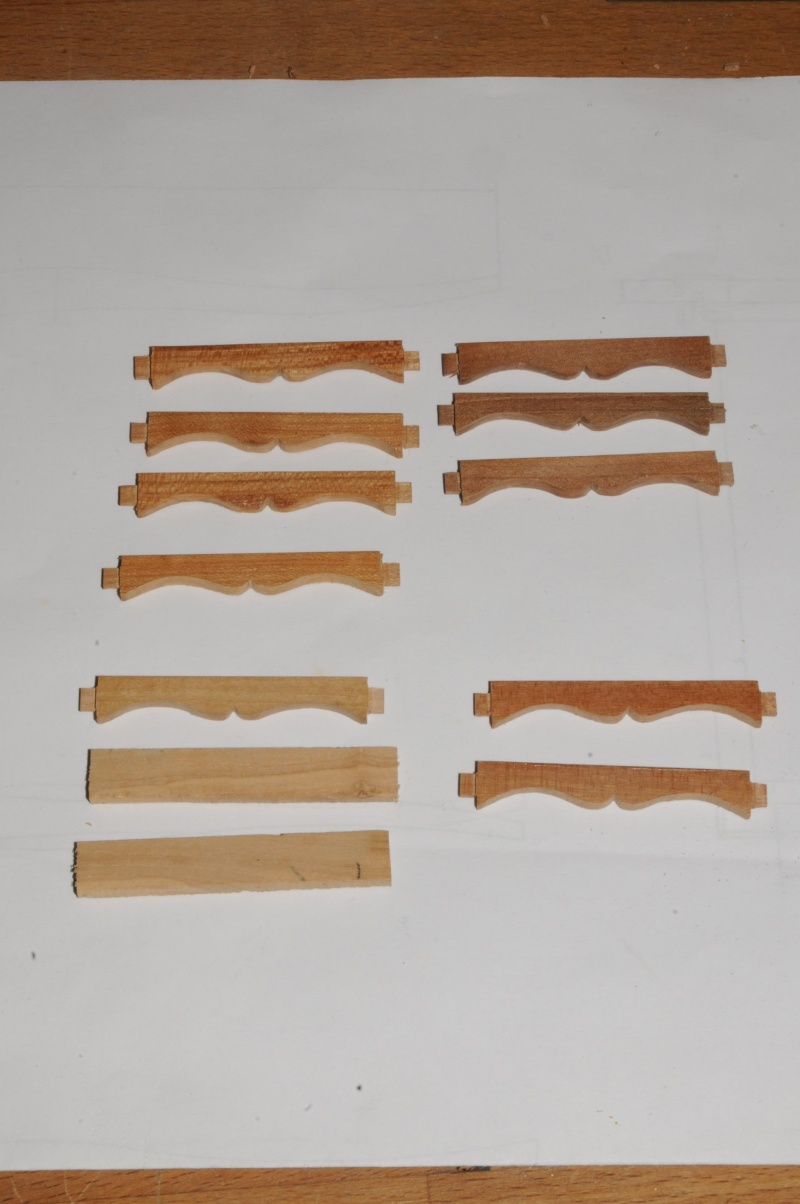
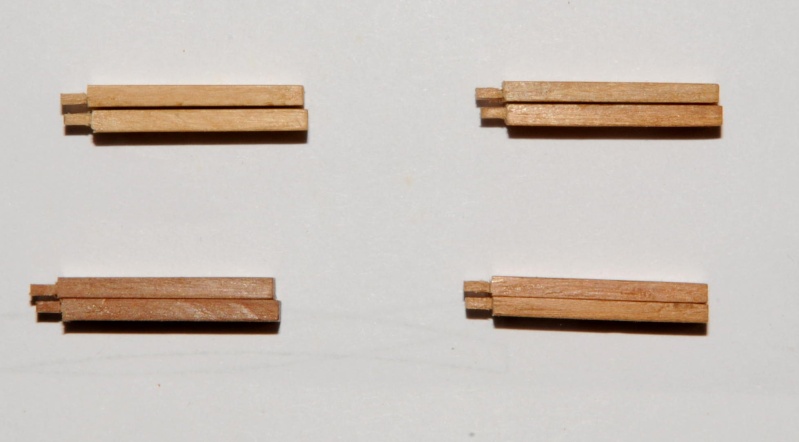
Voici l’ensemble des traverses frontales.
Comme j’ai perdu une des traverses en olivier (Cela arrive …) j’ai dû découper 2 autres pièces qui ne sont pas encore usinées (en bas à gauche)
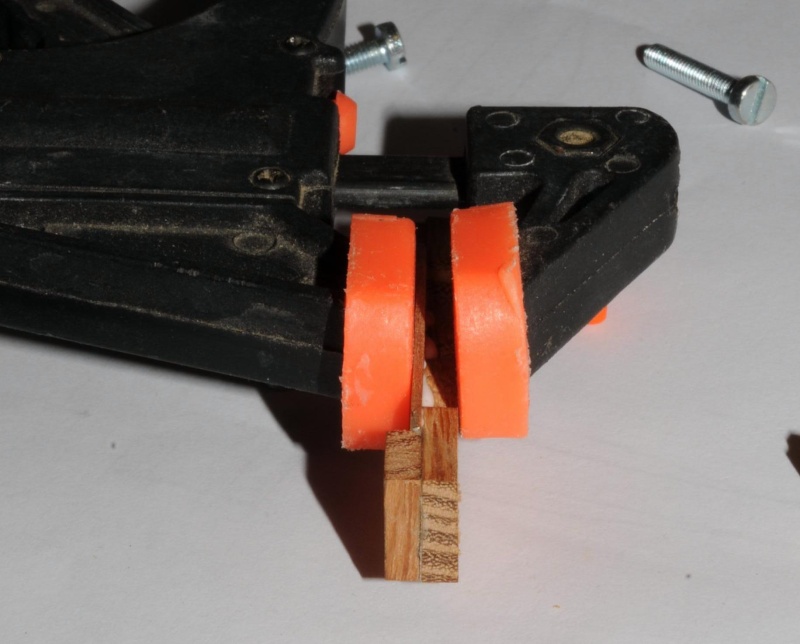
Pour chantourner les traverses latérales extérieures C4 et intérieures C5, j'utilise le guide suivant:
Je me suis aperçu d'une erreur : les cotés du guide font 3mm d'épaisseur, alors que les pièces à usiner font 2,5 mm et 2 mm d'épaisseur.
J'ai découpé dans un bout de noyer d'1mm d'épaisseur un rectangle de 30mm x 12 mm
que j'ai collé puis retaillé
Les traverses latérales sont symétriques : il faut faire attention au côté que l'on va chantourner. Pour ne pas me tromper je positionne chaque paire de traverse envers contre envers.
Pour chaque paire je chantournerai le même côté.
Voici les traverses extérieiures C4
Voici les traverses intérieures C5. Le morceau de bois en haut à droite est une petite cale qui permet de maintenir C5 en place, du fait de sa faible épaisseur.
Le chantournage se fait de la même manière que précédemment.
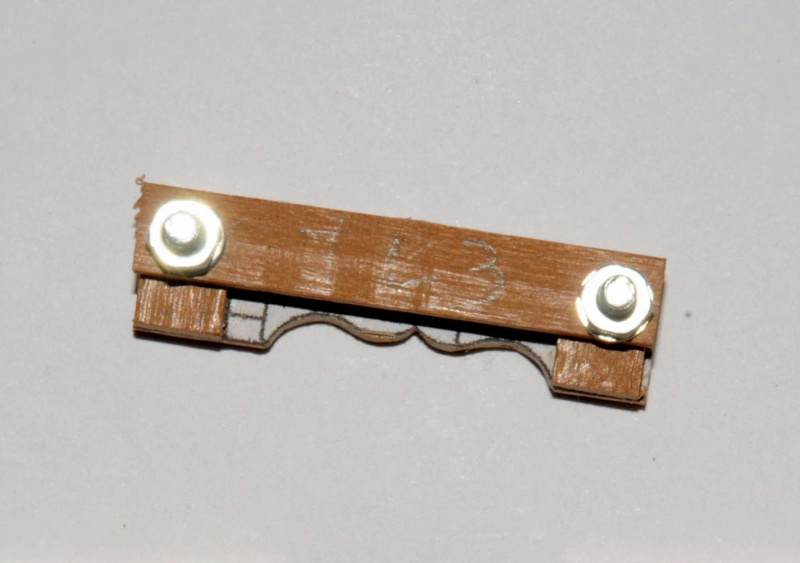
Sauf que là cela c'est moins bien passé, parce que le rayon des creux à chantourner étaient à peu près le même que celui du tambour de ponçage.
Du coup lorsque je déplaçais le guide cela ecrasait un trop les parties saillantes. On voit bien le coup de meule sur la photo ci-dessous.
Il aurait fallu que je fabrique un tambour de 8 ou 10 mm de diamètre, mais j'ai eu la flemme et j'ai effectué la finition des découpes chantournées avec la lime demi-ronde
C’est un peu plus long mais le résultat est le même :